



Ilka Hermes1, Romain Stomp2
1Park Systems Europe, Mannheim, Germany
2Zurich Instruments, Zurich, Switzerland
介绍
铁电材料由于其特有的机电特性和电学特性,在工业上得到了广泛的应用,例如作为致动器、传感器和电容器等 [1], [2]。 如今,研究人员正在研究铁电体对5G等现代通信技术的适用性 [3], 作为光伏电池中的活性层 [4], [5], 等等[6]。
铁电性是相变过程中晶体对称性变化的结果。这里,中心离子的偏心或离子群的倾斜引入了自发的电极化。为了降低静电能,晶体形成平行排列的极化区域。在没有外加电场的情况下,这些畴的取向是随机的,因此晶体的宏观电极化率保持为零(图1a)。然而,电场可以永久地改变电畴方向,这允许为特定应用定制电畴图案(图1b)。[7]
由此产生的电畴图案的特征需要机电成像技术,该技术可以以高空间分辨率局部地可视化电畴,以响应不断减小的设备尺寸。这里,压电力显微镜(PFM)是一种接触式原子力显微镜(AFM)方法,是理想的选择[8], [9]。 在PFM中,附着在悬臂梁上的导电针尖扫描铁电样品的表面,同时在针尖和样品下方的背电极之间施加交流电压。由于所有铁电材料都是压电材料,因此所施加的交流电压会引起样品的周期性变形,称为压电响应(图1c)。 对于垂直于样品表面的极化区域,压电响应与外加交流电压呈同相或180°异相,这取决于针尖下方区域的极化方向(图1d)。因此,PFM相位携带关于畴方向的信息。同时,在极化方向相反的相邻畴壁之间的边界处,压电响应相互抵消,PFM振幅变小。因此,PFM振幅显示了畴壁的位置 [8]。
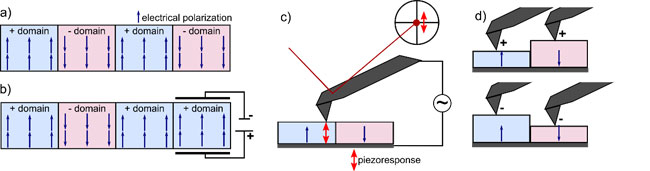
图1: a)具有平行电极化的铁电畴示意图(蓝色小箭头)。随机形成的+和-畴抵消了宏观化。b) 局部电场的应用有选择地将a-畴的取向转换为a+畴。c) PFM工作原理:在样品下方的导电背电极和针尖之间施加交流电压,在铁电体中引入振荡压电响应(红色双箭头)。悬臂梁通过光束偏转法检测振荡压电响应。d) 根据针尖下方的电畴取向,材料要么膨胀要么收缩,导致相反取向的平面外电畴之间的180°相移。
在其标准配置中,PFM采用低频交流电压,远离悬臂梁的接触谐振。这种技术被称为单频离振PFM,它对PFM信号上针尖和表面之间的接触力学引起的形貌串扰具有本质上的低灵敏度。根据样品的不同,非共振PFM可能需要较高的交流电压振幅,以在压电响应中获得足够的信噪比。对于具有弱压电响应的材料,如薄膜或对高驱动电压敏感的材料,可以通过施加接近或在悬臂梁的接触共振处的交流电压来提高信噪比,该电压大约是自由共振的三到五倍[8]。 然而,在这种单频共振增强PFM技术中,检测到的压电响应变得容易产生串扰,例如来自形貌和样品力学的串扰。接触共振的频率很大程度上取决于稳定和不变的针尖样品接触,这在扫描时很难实现,特别是在粗糙表面上。此外,样品力学中的不均匀性也会引起接触共振的额外变化[10]。
在这里,我们演示了如何通过在带有 Zurich Instruments HF2 锁相放大器(LIA)的Park Systems NX10 AFM上使用一种称为双频共振跟踪(DFRT)的技术,通过在PFM扫描期间跟踪接触共振的附加反馈来稳定共振增强的压电响应。对于DFRT,HF2在由接触谐振的带宽给定的频率下产生接触谐振的左右两侧频带。在PFM扫描期间,反馈连续比较两个边带的振幅,并重新调整交流电压的频率,以保持振幅比恒定[10]。由于可用解调器和反馈的数量,HF2允许同时跟踪垂直接触谐振(CR1)和横向谐振(CR2),如图2所示。 同时,对垂直和横向测量信号的简易通道,以及在Park Systems NX系列上可以直接将外部针尖偏压施加到悬臂上,从而实现了AFM和LIA的直接同步。PFM信号可通过五个可用的辅助输入进NX AFM控制器,并由Park Systems的SmartScan™软件或 Zurich Instruments的LabOne®软件的数据采集模块显示和记录。

图2: 在接触模式下的悬臂梁的频谱,显示垂直接触共振CR1和横向接触共振CR2。用于谐振跟踪的边带是在频率fm(灰条)处由接触谐振产生的,由相应谐振的带宽给出。反馈监测两个边带的振幅比(垂直共振为A2和A3,横向共振为A5和A6),并重新调整交流电压的频率以保持比率恒定。
在本应用说明中,我们通过DFRT成像了铋铁氧体(BFO)薄膜上的压电响应,并将结果与单频共振增强PFM测量进行了比较。我们发现,在PFM振幅和PFM相位下,DFRT的形貌串扰都显著降低,从而分别清晰地显示了畴壁和相对畴。此外,我们还同时进行了垂直和横向DFRT-PFM测量,说明了该技术的多功能性以及在铁电材料上实现可靠和精准的区域成像的潜力。
实验
对于铁电BFO的DFRT-PFM测量,我们使用了Park Systems NX10结合Zurich Instruments HF2 LIA。所有的测量都是用一个导电的涂有PtIr的PPP-EFM悬臂梁进行的,悬臂梁的标称弹簧常数为2.8n/m,自由共振为75kHz。当自由共振为75kHz时,我们预计垂直接触共振在250-400khHz范围内,横向接触共振在550-750kHz范围内。我们为所有扫描选择了~30nN 的设定值。扫描频率为0.2Hz,分辨率为512×512px,扫描尺寸为2×2μm。
对于垂直DFRT和单频共振增强PFM测量,我们给出了从信号接入模块到HF2的第一个输入的垂直悬臂位移,同时通过HF2输出端1通过导电夹式探针柄将针尖直接施加到悬臂。PFM信号通过HF2中的四个辅助输出和NX AFM控制器上的四个辅助输入从HF2馈送到AFM控制器。因此,通过选择内部接触或PFM模式并将相应的辅助输入添加到测量通道中,可以通过SmartScan™显示和记录所需的PFM信号。如果需要收集额外的信号,我们可以通过将AFM控制器的线端触发器连接到HF2的DOI来轻松同步AFM扫描和数据收集,并通过LabOne®启用数据采集。
对于同时进行的横向和纵向DFRT-PFM测量,我们给出了输入1的垂直悬臂位移和输入2的水平悬臂位移。垂直和横向交流电压频率都可以通过输出端1施加到悬臂梁上,将输出端2的横向驱动力加到垂直交流驱动上。
结果和讨论
为了在结合 Instruments HF2 LIA 的Park Systems NX10 AFM上演示DFRT-PFM,我们对BFO样品的铁电畴进行了成像。在初次测量BFO的垂直压电响应之前,我们通过记录针尖-样品接触时交流电压(1V)的频谱来建立频率反馈。我们观察到353kHz的垂直接触共振。在带宽为4.4khz的情况下,我们分别在350.8和355.2kHz的共振下产生了±2.2kHz的边带(图3)。一般来说,接触谐振的对称形状确保了DFRT反馈的稳定工作;我们发现在较高电压下,可能由于静电相互作用,与对称谐振有偏差。利用中心和边带频率的适当频率以及扫描的像素停留时间, Zurich Instruments的LabOne®软件中的 feedback advisor 找到了适合测量的增益设置。
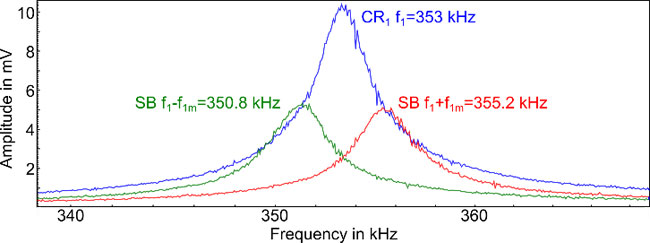
图3: 针尖和接触样品之间交流电压的频谱,载波信号和两个边带上的交流振幅为1V。垂直接触谐振(CR1)位于353kHz,两个边带(SB)由接触谐振在2.2kHz产生。
垂直DFRT-PFM测量结果如图4所示。成像的BFO样品的均方根粗糙度为3.4nm,有明显的孔,深度可达20nm(图4a)。这些形貌特征在PFM信号中几乎看不到(图4b和c),这表明DFRT反馈功能良好,可以补偿由尖端-样品接触力学变化引起的形貌串扰。实际上,DFRT反馈的频率信号(图4d)成像的频率在与高度通道中的孔相对应的位置上移动。为了进一步说明PFM信号中的小形貌串扰,我们沿着每条信号的红线提取了线剖面。剖面图显示高度通道中的孔洞,由图像中的蓝框和线剖面突出显示,对PFM振幅影响不大,对PFM相位没有影响。相反,我们在PFM振幅和PFM相位分别观察到了清晰的畴壁和畴取向对比。PFM振幅中的较小值与PFM相位中的区域轮廓相关,该相位捕获了完整的180°对比度,表示相反方向的平面外畴。
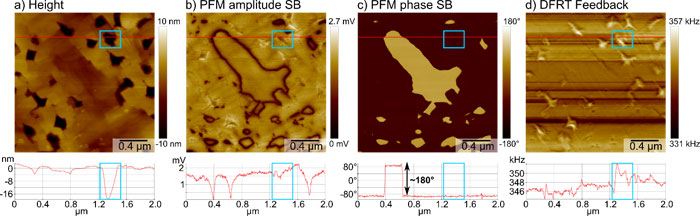
图4: BFO样品的垂直DFRT-PFM测量结果。a) 沿红线提取线剖面的高度通道中的样品形貌。在图像和剖面中由蓝色框勾勒出的示例性孔。b),c)在f1+f1m处在第二边带(SB)上测量的PFM振幅和相位,振幅为1V,分别解析畴壁的位置和畴的方向。沿红线提取的线剖面显示域壁处的振幅小值和完整的180°相位对比度,以及小的形貌串扰(蓝框)。d) DFRT反馈的频率信号成像由形貌中的孔洞引入的补偿频率偏移(蓝框)。
为了将DFRT测量与单频共振增强PFM测量进行比较,我们在相同样品位置以相同的测量参数进行了另一次测量,但没有DFRT反馈(图5)。在这里,我们测量的PFM信号的频率接近接触共振与1V交流激发。图5a中的高度通道解析了与前一个扫描相同的孔-蓝色框勾勒出的一个示例性孔。然而,在此测量中,我们可以清楚地观察到由PFM振幅中的空穴以及PFM相位引起的串扰(图5b和c)。除了畴壁之外,PFM振幅现在以形貌中的孔洞为振幅较小值。由于不了解域结构,很难区分形貌串扰和真实的PFM信号。同样,PFM相位在形貌中的孔洞位置显示出相位极值,此外还有~180°的畴对比度。形貌串扰引起的相位对比度高达120°,容易导致数据解释的误差。
此外,我们在测量区域的三个不同位置记录了具有相同悬臂、1V交流振幅和相同施加力(~30nN)的三个频谱(图5d)。我们发现在记录的第二个频谱中,发现垂直接触共振有显著位移接近10 kHz 。三个连续谱之间的接触共振的这种变化形象地说明了跟踪共振频率对于共振增强PFM的重要性。
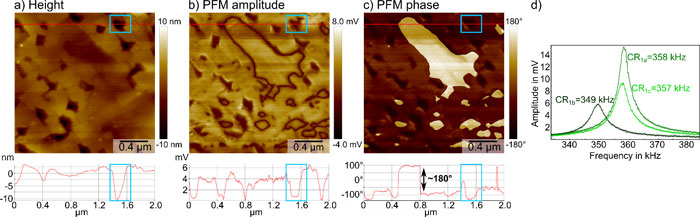
图5: 在与先前DFRT-PFM测量相同的BFO样品位置上进行的垂直单频共振增强型PFM测量,样品高度在a)、PFM振幅在b)和PFM相位在c)。测量在356kHz的1V交流振幅下进行,接触谐振为357kHz。PFM振幅和PFM相位分别以振幅较小值和180°相位对比度分辨畴壁的位置。两个PFM信号都显示出强烈的形貌串扰(蓝色方框)。d) 在测量区域的三个不同位置具有1V交流振幅的三个连续频谱,显示垂直接触共振(CR1)中的9kHz位移
我们测试了同时进行垂直和横向DFRT-PFM的能力。我们使用HF2上的两个输入将NX10 AFM的垂直和横向悬臂位移输入LIA,并在垂直和横向共振处直接向悬臂梁提供交流激励电压。图6a和b显示了350kHz(1V交流振幅)下的垂直接触共振和690kHz(1V交流振幅)下的横向接触共振的频谱。与第一次DFRT测量类似,我们根据两次共振带宽确定了两个边带的频率。对于垂直信号,边带与接触谐振的距离为±2kHz;对于横向信号,边带与接触谐振的距离为±1.5kHz。为了在扫描过程中独立地跟踪两个共振频率,我们使用两个频率反馈来跟踪垂直共振和横向共振。为了找到适当的反馈增益,我们使用了LabOne®软件中的advisor功能。
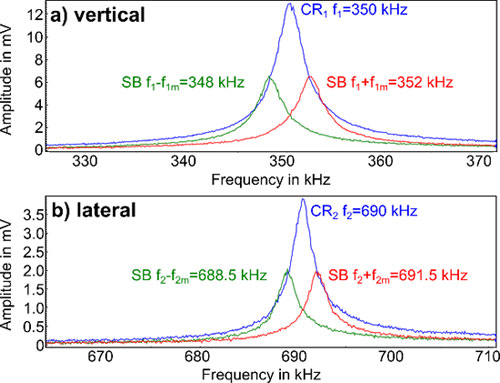
图6: 针尖和接触样品之间交流电压的频谱,载波信号和两个边带的交流振幅为1V。a) 垂直接触共振(CR1)为350kHz,两个边带(SB)均由CR1产生,频率为2kHz。b) 横向接触共振(CR2)为690kHz,两者均由CR2在1.5kHz产生。
图7a显示了与先前两次测量(图4和5)相同的样品位置上的样品形貌,解决了具有不同孔的课比较的表面结构。垂直PFM振幅与图4中的信号非常相似,具有清晰的畴壁对比度, 可视为振幅较小值(图7b)。我们观察到了与形貌的较小串扰,表明DFRT反馈功能良好,与之前的DFRT-PFM测量一致(图4)。另一方面,图7c中的侧向PFM振幅显示出与垂直PFM振幅大不相同的结构。这里,在BFO的平面铁弹性双畴中解析出周期性振幅对比度,这表明成功的横向DFRT-PFM测量[11]。
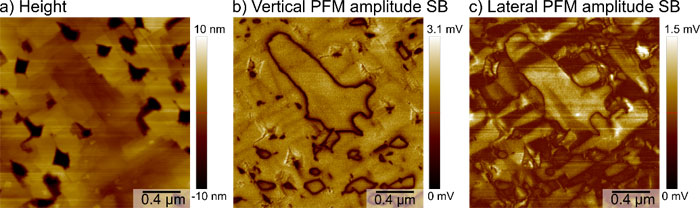
图7: 在BFO样品上同时进行垂直和横向DFRT-PFM测量的结果。a) 高度通道中的样品形貌。b),c)垂直和横向PFM振幅。在f1+f1m和f2+f2m处的第二边带(SB)上以1V的振幅进行测量。垂直PFM振幅与先前的结果相似,通过成像具有小地形串扰的畴壁位置。横向PFM振幅分辨特征周期铁弹性畴。
结论
在本研究中,我们成功地利用共振增强压电力显微镜(PFM)在结合 Zurich Instruments HF2(LIA)的Park Systems NX10原子力显微镜(AFM)上成像了铋铁氧体(BFO)薄膜的铁电畴。结果表明,与单频共振增强PFM相比,双频共振跟踪(DFRT)中的附加频率反馈会显著地降低了形貌串扰。因此,DFRT-PFM为铁电体的工业应用和学术研究提供了更可靠、更准确的铁电畴模式表征的PFM数据。特别是在粗糙样品上,DFRT补偿了针尖样品接触力学变化引起的接触共振位移。此外,我们还展示了同时进行垂直和横向DFRT-PFM测量的能力,突出了该技术在材料表征方面的多功能性和潜力。来自Park Systems的AFM上的简易通道的测量信号使得AFM和Zurich Instruments的HF2 LIA能够简单地实现并同步用于DFRT PFM。
感谢
我们感谢德国SiLi-nano®创新能力中心Akash Bhatnagar博士为我们提供了BFO样品。
参考文献
[1] D. Damjanovic, P. Muralt, and N. Setter, “Ferroelectric sensors,” IEEE Sens. J., vol. 1, no. 3, pp. 191–206, 2001.
[2] P. Muralt, “Ferroelectric thin films for micro-sensors and actuators: a review,” J. Micromech. Microeng., vol. 10, no. 2, pp. 136–146, 2000.
[3] N. M. Dawley et al., “Targeted chemical pressure yields tuneable millimetre-wave dielectric,” Nat. Mater., vol. 19, no. 2, pp. 176–181, 2020.
[4] A. Bhatnagar, A. Roy Chaudhuri, Y. Heon Kim, D. Hesse, and M. Alexe, “Role of domain walls in the abnormal photovoltaic effect in BiFeO3,” Nat. Commun., vol. 4, no. 1, p. 2835, 2013.
[5] K. T. Butler, J. M. Frost, and A. Walsh, “Ferroelectric materials for solar energy conversion: photoferroics revisited,” Energy Environ. Sci., vol. 8, no. 3, pp. 838–848, 2015.
[6] J. F. Scott, “Applications of Modern Ferroelectrics,” Science, vol. 315, no. 5814, pp. 954–959, Feb. 2007.
[7] A. K. Tagantsev, L. E. Cross, and J. Fousek, Domains in ferroic crystals and thin films, vol. 13. Springer, 2010.
[8] E. Soergel, “Piezoresponse force microscopy (PFM),” J. Phys. D Appl. Phys., vol. 44, no. 46, p. 464003, 2011.
[9] P. Güthner and K. Dransfeld, “Local poling of ferroelectric polymers by scanning force microscopy,” Appl. Phys. Lett., vol. 61, no. 9, pp. 1137–1139, 1992.
[10] B. J. Rodriguez, C. Callahan, S. V Kalinin, and R. Proksch, “Dual-frequency resonance-tracking atomic force microscopy,” Nanotechnology, vol. 18, no. 47, p. 475504, 2007.
[11] A. Alsubaie, P. Sharma, J. H. Lee, J. Y. Kim, C.-H. Yang, and J. Seidel, “Uniaxial Strain-Controlled Ferroelastic Domain Evolution in BiFeO3,” ACS Appl. Mater. Interfaces, vol. 10, no. 14, pp. 11768–11775, 2018.